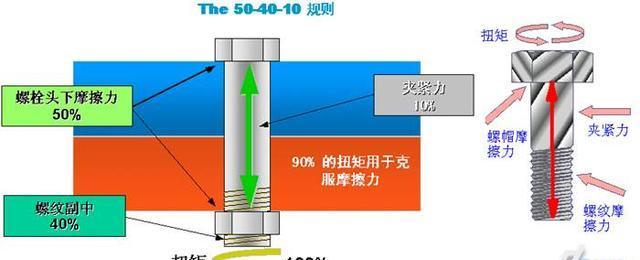
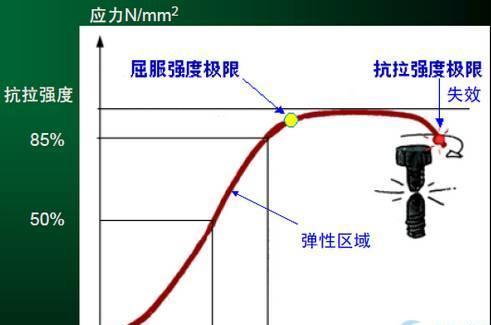
The servo electric system has built-in three-loop control of torque, position and speed. Due to its high speed, high torque and high precision, it is widely used in the transmission and control fields of industrial control equipment. First, the basic concept of tightening 1. There are three basic requirements for tightening: 1) The connecting piece is tightly fitted; 2) It can withstand a certain dynamic load; 3) There is enough clamping (pressing) tension. 2. The main variables of the tightening process 1) Torque (T): The tightening torque applied, in units of cattle (Nm); 2) Clamping force (F): The actual axial clamping (pressure) between the connectors, the unit of cattle (N); 3) Friction coefficient (U): Torque coefficient consumed by bolt head and thread pair; 4) Corner (A): Based on a certain torque, the bolt will reproduce a certain axial elongation or the joint will be compressed. The angle of the thread that needs to be turned. 3. Main parameters of the bolt 1) Standard torque: Corresponding to the standard bolts of different models, different specifications and different materials, the torque required for tightening under the calibration conditions, in units of cattle meters (Nm); 2) Pre-tightening force: The axial tensile stress required when the bolt is tightened, in units of cattle (N); 3) Yield strength: or yield stress, the tensile stress of the plastic deformation of the bolt, in N/mm; 4) Tensile strength: or tensile stress, the minimum tensile stress that causes the bolt to be tightened or even broken, in N/mm. Second, the tightening process analysis 1, 541 rules See Figure A: Normally, during the tightening of the bolt, the torque actually converted to the bolt clamping force is only 10%, the remaining 50% is used to overcome the friction under the bolt head, and 40% is used to overcome the thread pair. The friction, which is the "541" rule, mainly reflects the relationship between clamping force and friction. However, if certain improvement measures (such as applying lubricant) or defects in the thread pair (such as impurities, bumps, etc.) are applied, the proportional relationship will be affected differently. Figure A, 541 rules 2, the characteristics of the bolt connector Figure B: Bolt Connector Features 3. Influencing factors of bolt tightening According to the 541 rule, whether the bolt is really tightened (or whether the pre-tightening force of the bolt is reached) depends mainly on the change of the friction coefficient between the bolt and the connecting member. Then, what are the possible factors that can cause the change of the friction coefficient? ? 1) Bolt head surface: Contains plating, coating, etc. Is it smooth and flat? Is there any convex or concave defect? ​​Is there any rust and damage? 2) Thread pair: presence or absence of impurities, bumps, threading process grades, etc.; 3) Connection method: It is divided into two methods: hard connection and soft connection, such as the application of gaskets and gaskets; 4) Material properties: Mainly related to the hardness or rigidity of the material, and can also be broadly divided into hard and soft joints; 5) Improvement measures: such as applying lubricating oil or special treatment on the surface of the bolt. Third, tightening control method 1. Torque control method Definition: When the tightening torque reaches a certain set control torque, the control method of the tightening is stopped immediately. Advantages: The control system is simple and straightforward, and it is easy to check the quality of the tightening with a torque sensor or a high-precision torque wrench. Disadvantages: The control accuracy is not high (pre-tightening error is about ±25%), and the potential of the material cannot be fully utilized. Torque-angle control method definition: After screwing the bolt to a small torque, start from this point and screw a control method of the specified corner. Advantages: The bolt axial preloading precision is high (±15%), and a large axial preload force can be obtained, and the values ​​can be concentrated around the average value. Disadvantages: The control system is more complicated, and it is necessary to measure the two parameters of torque and rotation angle; and the quality inspection department is not easy to find an appropriate method to check the tightening result. Yield point control method definition: A method of stopping the tightening after tightening the bolt to the yield point. Advantages: The tightening accuracy is very high, and the preload force error can be controlled within ±8%; however, the accuracy depends mainly on the yield strength of the bolt itself. Disadvantages: The tightening process requires dynamic and continuous calculation and judgment of the slope of the torque and the angle curve. The real-time and calculation speed of the control system have high requirements. The servo electric system has built-in three-loop control of torque, position and speed. Due to its high speed, high torque and high precision, it is widely used in the transmission and control fields of industrial control equipment. The MINI-type small-volume, low-power servo motor series introduced by Japan's Tamagawa Seiki Co., Ltd. has its unique application in medical equipment, semiconductors, multi-joint robots, etc., and Aitech as the general agent of the Tamagawa brand, its new The application of products and new technologies is unique, and the screw tightening system with servo motor as precision control and drive has been successfully developed, which has filled many domestic blanks. Bathroom Grab Bar,Hinged Grab Bar,Disabled Grab Bar,Bathroom Safe Grab Bar NINGBO AIKEHAN METAL PRODUCT CO.,LTD , https://www.diecastingsupplier.com