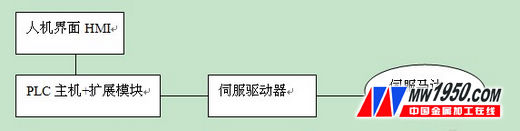
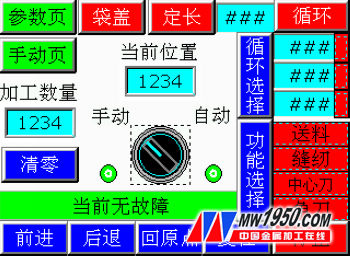
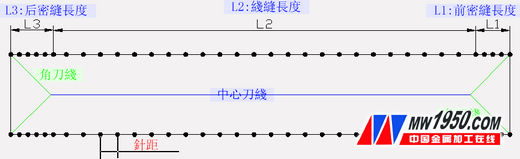
1 Introduction With the continuous improvement of people's living standards, the requirements for the quality of clothing and sewing process are getting higher and higher; while the long-term excessive competition of the traditional sewing machine manufacturing industry, the profitability is greatly reduced; while the previous bag opening is still in the manual stage, the production efficiency is low. The quality is unstable; therefore, in response to the needs of customers and the needs of enterprise development, equipment mainly used for automatic bag opening in high-end suits has emerged. Today, as labor costs are rising, competitiveness is further enhanced for the further development of enterprises. Figure 1 is a physical diagram of the automatic bag opener. Figure 1 Automatic bag opening physical map 2 bag machine introduction The machine head is driven by a dedicated servo motor for high-speed stitching at a fixed speed. Application of Delta's high-performance EH2 series programmable controller, through the high-speed pulse console to reach the ASD-B series servo motor to drive the large presser foot at different speeds, thus completing the "tight seam - seam - tight seam", corner knife The center knife is precisely positioned, and with the friendly operation interface and formula function, different process requirements of bag cover, fixed length and cycle are realized. The corresponding relationship is shown in Figure 2. Figure 2 Relationship between the center cut line of the automatic bag opener and the corner cut line and the length of the seam 1) Machine head: industrial sewing machine, special servo motor control, rated speed 2000RPM, with automatic needle fixing function; 3 Control system: 3.1 Device Configuration The electrical specifications of the equipment are shown in Table 1: Model Quantity Specification DOP-B05S100 1 Human machine interface 5.6 inch, 65535 color true color DVP32EH00T2 1 Programmable controller, 200KHz high speed pulse; DVP08HN11R 1 Digital expansion module ASD-B0421-A 1 B series servo drive, power 400w ECMA-30604ES 1 B series servo motor, power 400w Table 1 System device configuration table 3.2 System Block Diagram The system block diagram is shown in Figure 3: Figure 3 control system block diagram The automatic bag opener control system uses the Delta man-machine interface as the primary station monitoring device, and uses the RS232 communication port of the human-machine interface DOP-B05S100. The PLC host DVP32EH00T2 is connected to the HMI device by RS232 communication port. At the same time, the RS485 communication port is connected with the servo drive ASD-B0421-A. The servo drive controls the servo motor ECMA-30604ES via the U, V and W ports, and then controls the bag opener to perform corresponding Process operation. The man-machine interface sets the motor target speed and reads the actual motor speed. 4 system control flow and upper computer operation screen: Return to the home position -> left and right presser foot press -> press cover presser foot press -> left and right bag cover presser press -> start -> servo feed -> laser electric eye sensor -> sewing machine head start -> Front seam start -> Angle knife movement -> Front seam length arrival -> Center knife movement -> Line seam start -> Laser electric eye detachment -> Center knife movement stop -> Rear seam start -> Back density The length of the seam reaches -> sewing machine head stop -> moving angle knife movement stop -> angle knife rising angle line -> angle knife down -> servo feed to the back position -> loosen left and right pocket cover foot -> release sticker Side cover presser foot -> Loosen the left and right presser foot -> Unloading; then press the start cycle. The upper computer operation screen is shown in Figure 4. Figure 4 upper computer operation screen 5 debugging notes: The frame of the machine is simple in structure. In order to facilitate the movement, the support with brake casters is obviously insufficient. Moreover, in normal operation, since the left and right large presser foot, the corner knife and the center knife cylinder are successively pressed and released, the load inertia cycle fluctuates, which increases the control difficulty of the servo. In order to ensure a smooth speed and uniform stitch spacing during the feeding process, the gain of the servo controller must be maintained at a high level, but since almost no vibration is allowed, the gain of the servo control system cannot be too large. Otherwise, a clear “jumping†will occur during the seam-seam-sealing process, so a balance point must be found between higher speed, position response and smooth speed control. 6 Conclusion The main control components of the system adopt Delta's electromechanical products and integrated integration scheme, which not only reduces the manufacturing cost of the equipment, but also greatly improves the system automation degree and control precision, fully demonstrating the high performance and cost-effectiveness of Delta's electromechanical products. Features, to win considerable economic benefits for customers. ã€references】 [1] Delta DVP-PLC Application Technical Manual, Delta Internal Information [2] Delta DOP Human Machine Interface Application Technical Manual, Delta Internal Information [3] Selection and application of frequency converter in industry Liu Jifang and other scientific and technological information 2009 No. 23 Steel Pipe,Pile Pipe,Welded Pipe Jinbaocheng Steel Pipe Manufacturing Co., Ltd , http://www.lc-steelpipes.com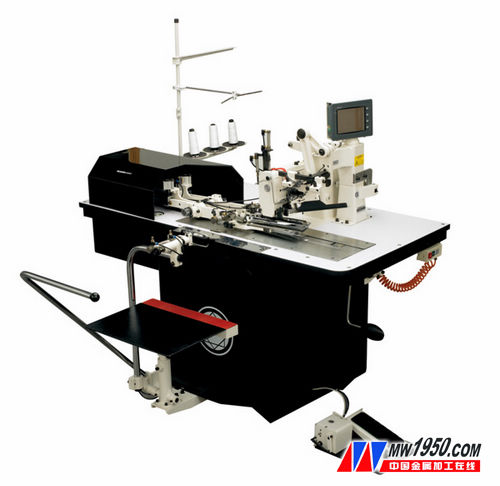
2) Left and right large presser foot: press the fabric on the table top, and the servo motor will drag and feed continuously. And can prevent the fabric from shrinking and wrinkling;
3) Left and right bag cover presser foot: press the bag cover tightly, follow the big presser foot; prevent the bag cover from shrinking and wrinkling;
4) Cutting the upper and lower lines: cutting the upper and lower thread heads;
5) Angle knife: divided into fixed angle knife and dynamic angle knife, the dynamic angle knife is dragged by the servo to ensure the open position;
6) Center knife: divided into fixed center knife and dynamic center knife, the center knife is driven by servo to ensure the length of the bag opening;
7) Unloading rack: automatic unloading of the forming bag cover;
8) Cross laser light: the reference positioning of the cloth sewing;
9) Laser electric eye: bag cover sensing;
10) Clip line: keep the line tension and disconnection detection;
11) Foot switch: Driving design: start, stop the right foot one foot control;