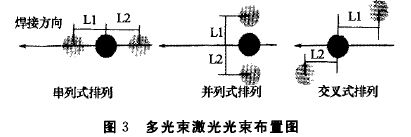
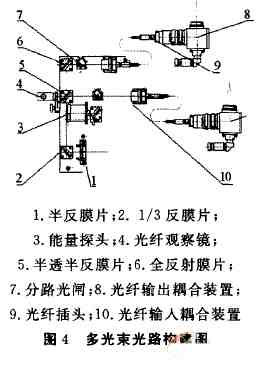
3, aluminum alloy welding hot crack >> into the colorful world of laser welding  Aluminum alloys are typical eutectic alloys that are prone to hot cracking during welding. If single-beam laser processing is used, the material heating and cooling speed is extremely fast, the weld depth-to-width ratio is large, the weld crystal structure is strong, and the aluminum alloy welding will crack in the weld metal and the near seam area. Crystal cracks appear in the weld zone and liquefaction cracks appear in the near seam zone. Generally, in laser welding, the near seam area is very narrow, about 2O0ηm or less, which does not cause great damage to the entire welded joint, so it is important to stop the crystal crack. Generally, the larger the alloy composition, the greater the possibility of crystal cracking, and the greater the welding speed, the greater the number of cracks in the weld. In the above case, the cooling rate is too fast and the alloying elements are not completely dissolved in the crystals, and the volume changes greatly when heated and cooled, causing a large deformation to stress and acting on the grain boundaries where the eutectic occurs to cause crystal cracks. In the laser processing technology department of Chutian Laser Industry Laser Equipment Co., Ltd., it was found that when aluminum alloy welding was performed with a single-beam YAG laser with an average power of 30 W, if high-speed multiple scanning was used and the amount of defocus was different each time. In the welding test, it was found that the weld crack was significantly reduced and the welding strength was increased. If multi-beam welding is used, the cooling rate of the welding can be reduced by adjusting the distance between the main beam and the following beam along the weld to reduce the cooling rate. Third, aluminum alloy sheet multi-beam YAG laser welding 1. Welding beam arrangement of multi-beam YAG laser The three-beam laser is used for aluminum alloy welding. According to the specific welding requirements, a tandem, side-by-side, cross-type beam arrangement can be used, as shown in Fig. 3. 2. Basic light path design of multi-beam YAG laser The system optical route consists of a hard optical path and a flexible optical path transmitted by two optical fibers, which are composed of three optical paths. As shown in Fig. 4, after a laser beam having an average power of 50 W is emitted from the cavity, the beam splitter splits the exiting laser into two laser beams of 2:1 power. The laser beam of about 330 W, which accounts for 2/3 of the total power, is subjected to beam expander focusing to output the main beam. The laser beam, which accounts for 1/3 of the total power, is divided into two beams of equal power by a transflective mirror, which can be coupled to the optical fiber for transmission focusing output, and the power can reach about 70 W. In Fig. 4, 7 can be electronically controlled to be freely inserted into the optical path, so that the output light is routed into a single beam or two beams. In general, aluminum alloy laser welding achieves thermal welding when the power density is between 105 and 106 W/cm2; when the power density is between 106 and 107 W/cm, deep fusion welding is achieved. For an average power of 50W, the YAG solid-state laser has a pulse peak power of 10kw. After the laser spot is collimated, the diameter of the focused spot can reach 0.1mm, and the laser power density near the focus can reach 108w/cm2. Fully capable of laser deep penetration welding. The system design makes the output power of the main optical path account for 2/3 of the total power, which exceeds the critical power of aluminum alloy laser deep penetration welding 4.0*l06w/cm2, which can realize laser deep penetration welding. Fourth, the conclusion Multi-beam YAG laser welding of aluminum alloy divides the beam of the same laser into three beams, the beam distribution is flexible, and synchronous welding, which is expected to solve some defects of the laser welding process of aluminum alloy sheet. If the shielding gas is properly used and the appropriate process parameters are set, it is possible to solve the YAG laser welding problem of the aluminum alloy sheet and provide a reference for welding the thick plate with the high-power YAG solid-state laser. Previous page Wooden Board,High Quality Wooden Board,Wooden Board Details, Zhejiang Jihengkang (JHK) Door Industry Co., Ltd. JiHengKang (JHK) Door Industry Co.,LTD , http://www.zjwoodendoors.com