3, the electrode wear is serious Pitting corrosion increases the current density and electrode pressure around it, resulting in more severe plastic deformation and shedding around the pitting, accelerating electrode wear. Pitting corrosion begins to occur at about 200 o'clock. When the pitting area increases to a certain extent, under the same electrode force, a larger contact area must be maintained between the electrode and the workpiece to resist the electrode force, so there is a gap between the electrode and the workpiece. In the case of sudden increase in contact area, pitting is sensitive to the surface state of the electrode, and the randomness is large, which has a great influence on the life of the electrode. This is the main reason for the unstable wear of the spot welded galvanized sheet electrode. At present, the process of increasing current is generally used to compensate for the current density reduction caused by electrode wear, but this requires more energy, and can only be welded according to the current-increasing process scheme determined by experiments in advance, which cannot be solved due to the uncertainty electrode. The quality of the solder joints caused by wear is degraded. Previous page next page Hot Sale Manufacturer New Style Two-Way Angle Storm Valve,Chrome Plated Brass Triangle Valve,Triangle Valve Slion Industrial Co., Ltd. , http://www.cnbathtub.com
The spot welding electrode is subjected to considerable welding current and electrode force during operation. Since the working surface of the electrode directly contacts the solder joint and withstands the high temperature generated by the solder, the influence of the electrode pressure on the copper alloy electrode at normal temperature is not too large, but when it is above 870K, some electrode copper alloy is reached or exceeded. The yield strength at temperature causes rapid deformation and pressure feed of the electrode working surface, causing the electrode head to be severely deformed and unable to work.
The wear of the electrode leads to an increase in the area of ​​the end face of the electrode, which changes the conductivity and thermal conductivity of the contact surface between the electrode and the workpiece, reduces the current density of the electrode-to-work contact surface and the electrode pressure, and affects the formation of the nugget. When spot welding galvanized high-strength steel plates and other materials, electrode wear has become a major factor affecting the quality of solder joints. The spot welding electrode wear test of 0.8mm duplex high strength steel (DP600) proves that the electrode end face diameter increases with the number of welding points.
The surface states of the electrodes and their solder joints under different solder joints are shown in Fig. 4. The diameter of the solder joint and the surface state are actually the reflection of the diameter and surface state of the electrode end face. At the beginning of welding, the roundness of the solder joint is good, and the surface condition is flat. As the wear of the electrode is intensified, the roundness of the solder joint becomes worse. The surface is also more uneven. When spot welding galvanized sheet, the high temperature causes a low melting point alloy to be formed on the surface of the electrode. When the electrode leaves the workpiece, the low melting point alloy leaves the end surface of the electrode under the action of splashing, and a small crater is formed on the end surface to form pitting. , that is, the blank area of ​​the electrode imprint in FIG. 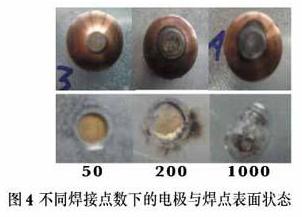
Fig. 5 shows the variation of the tensile shear strength, the nugget diameter and the electrode end face diameter with the number of welding points. When the electrode end face diameter is worn to about 6.8 mm, the tensile shearing force begins to decrease significantly, and the electrode is considered to be ineffective. At this time, the number of soldering points is about 1200 points, and the electrode life of spot-welding ordinary low carbon steel with the same size electrode is 9000 points. It can be known that the electrode wear of high-strength steel is much more serious than that of ordinary low-carbon steel. 
Another method of reducing the effect of electrode wear on the quality of the solder joint is to perform electrode grinding to restore the end face area and surface state of the electrode to the initial electrode state. The current practice is only to determine in advance the electrode grinding time of a material by spot welding, after which the electrode is forcibly ground or replaced.
For the spot-welded ordinary board, the electrode grinding method is more effective because the electrode wear is smoother and regular. However, for the welding of new materials, it is impossible to guarantee the quality of the solder joint before the electrode is polished or replaced. If the electrode is ground by reducing the number of solder joints to ensure the quality of the solder joint, the electrode grinding will be frequent and the production cost will be increased. Therefore, it is very important to realize on-line detection of the degree of wear of high-strength steel spot welding electrodes.
High-strength steel spot welding quality control method based on servo welding gun
In response to the above quality problems, the innovation of new welding equipment development, welding quality inspection and control methods provides a new research direction for high-strength steel spot welding quality assurance - servo welding gun technology.
Servo welding guns are equivalent to the leap from ordinary machine tools to CNC machine tools in the machine tool industry. It uses servo motor as power device to accurately control electrode displacement and electrode force. The servo controller realizes efficient and accurate control of servo motor and is easy to integrate with robot controller interface, thus achieving high-precision positioning of spot welding electrode. Flexible welding control.
1, servo welding gun technical characteristics
Servo motor driven servo torch for precise control of the welding process. The electrode movement is controlled by the servo motor, which can well control the movement rate of the electrode. The impact when the electrode is in contact with the workpiece is small, which can significantly improve the electrode life.
From a control point of view: the pneumatic welder is open-loop control, the servo welder is closed-loop control, and the servo torch spot welding electrode movement and electrode pressure can be more accurately controlled. Servo torches increase spot weld productivity by reducing the preload time of individual solder joints, and programmable electrode travel and speed can also reduce the preload duration of multiple solder joints at the same station, increasing weld productivity.
The controllability of the welding process is due to the servo motor and its control technology. Since the electrode pressure can be easily changed, the forging pressure can be obtained during the welding process. Servo motor torque and speed are used as the output of the servo motor controller. The amount of change can be easily converted into changes in electrode force and electrode position, and online real-time monitoring of electrode force and electrode displacement signals becomes feasible. Electrode motion control Automatic compensation for online failure detection and electrode wear is also easier than pneumatic welders. By utilizing these advantages of the servo welding torch, the welding process parameters can be optimized to help improve the quality of the high-strength steel spot welding head.
2. Quality inspection and control of high strength steel spot welding based on servo feedback characteristics
Due to the existence of high-strength steel spot welding nugget interface fracture, the traditional method of solder joint quality evaluation using 4√t or 5√t (t is plate thickness) is difficult to apply. By using the servo gun position feedback characteristic to realize the on-line extraction of solder joint indentation, by establishing the quantitative relationship model between indentation and nugget size and solder joint strength, the on-line detection of solder joint quality can be realized, and the nugget interface break can be avoided to some extent. Problems caused by spot weld quality inspection.
Taking 0.8mm DP600 as an example, firstly, the welding point indentation extraction method is established, the spot welding process window is established, and the welding spot quality is detected online. The results show that the evaluation accuracy of this method can meet the actual requirements.
The welding time of spot welding (current energization) is only about 10 cycles (0.2 s). It is necessary to control the quality of the solder joint by changing the electrode force in a short time. The technical characteristics of the pneumatic torch cannot meet the response requirements. For this reason, the quality of the solder joints due to factors such as electrode wear and deformation is reduced, and the solder joint quality control can only be achieved by changing the current.
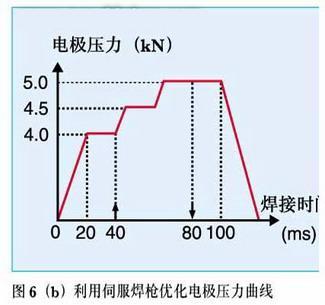
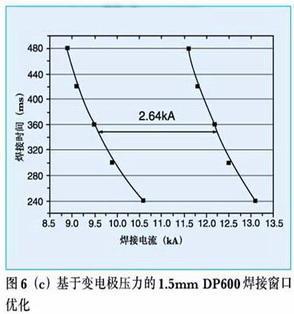
After the servo welding gun is used in the spot welding industry, the response time is only 0.06 s (3 cycles) because it can change the motor torque by adjusting the current of the servo motor to change the electrode pressure. Therefore, during the spot welding process, the controllable electrode force can be controlled by changing the servo motor torque to control the quality of the solder joint, and at the same time increase the welding process window of the high-strength steel. Firstly, the welding process window under different electrode pressures is established. With the controllable characteristics of the electrode force of the servo welding gun, the electrode pressure in the welding process is changed in real time, and the robustness of the high-strength steel spot welding process is improved (Fig. 6).